
 En
En
Maison / Nouvelles / Écrous à rivets aveugles : qu'est-ce qu'ils sont, comment les installer correctement et quel type choisir




Nous vous invitons à nous contacter, à stabiliser non seulement votre fournisseur fiable, mais aussi à votre partenaire commercial en état de dérivation.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Mar 25,2026
Les écrous à rivets aveugles - également appelés écrous rivetés, inserts filetés, inserts filetés aveugles ou écrous - sont des attaches cylindriques à paroi mince avec un filetage interne qui sont installées dans un trou pré-percé d'un seul côté, sans aucun accès à la face arrière du matériau. Une fois installés, ils fournissent un point de connexion fileté solide et permanent dans des matériaux trop fins pour contenir un filetage utile à eux seuls, des matériaux dans lesquels le taraudage ne fournirait pas une résistance à l'arrachement adéquate, ou des assemblages où l'arrière du panneau est complètement inaccessible après la fabrication.
Le principe d'installation est simple mais mécaniquement élégant : le rivet s'insère dans le trou avec son corps fileté dépassant du côté accessible. Un outil de réglage engage le filetage interne et tire la tige tout en maintenant la bride, provoquant l'effondrement et la déformation de la section arrière non filetée du corps vers l'extérieur en un renflement qui serre les deux côtés du matériau entre le renflement et la bride. Le résultat est une fixation filetée pincée et anti-rotation qui est ancrée de manière permanente dans le trou. Le rivnut installé peut alors accepter un boulon ou une vis standard du côté accessible, créant ainsi un écrou dans un endroit où aucun écrou ne pourrait autrement être maintenu.
La valeur technique de écrous à rivets aveugles est particulièrement visible dans la fabrication de tôles, où les panneaux minces en acier et en aluminium nécessitent des connexions filetées sécurisées pour les couvercles, les supports, les poignées et le montage des équipements sans écrous à souder ni utilisation d'écrous à cage nécessitant un accès des deux côtés. Ils sont également précieux dans les panneaux composites, les extrusions creuses, les boîtiers en plastique et toute structure où la combinaison d'un accès unilatéral et d'un fort engagement du filetage nécessiterait autrement une refonte. Un écrou à sertir aveugle bien installé dans une tôle d'acier de 2 mm peut fournir des charges d'arrachement de 3 000 à 7 000 N et une résistance au couple de dénudage de 4 à 25 N·m en fonction de la taille du filetage et du matériau — des performances que les écrous soudés peuvent atteindre mais qu'aucun filetage taraudé conventionnel dans une tôle mince ne peut approcher.
Les écrous à rivets aveugles sont fabriqués dans plusieurs configurations de tête et profils de corps qui affectent la façon dont la fixation installée se place par rapport à la surface du panneau, le couple auquel elle peut résister avant de tourner et la plage d'épaisseur de panneau à laquelle elle peut s'adapter. La sélection du style de corps correct est aussi importante que la sélection du matériau et de la taille de filetage corrects : l'utilisation d'un écrou à tête plate lorsqu'une tête fraisée est requise, ou d'un style de corps lisse lorsqu'un corps moleté est nécessaire pour empêcher la rotation, produit une installation qui ne répond pas aux exigences de conception, quelle que soit la précision avec laquelle elle a été réglée.
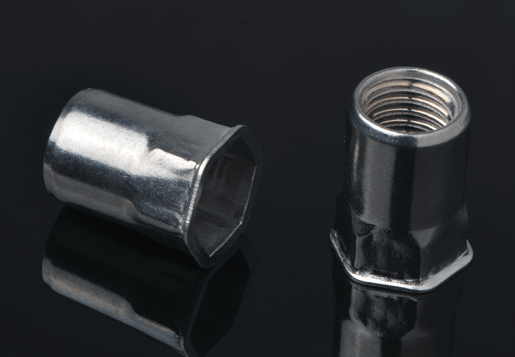
La tête plate (également appelée grande bride ou bride standard) est le style de tête à rivets le plus courant. Le diamètre de la bride est plus grand que le diamètre du trou, il est fier de la surface du panneau et s'appuie contre celui-ci pour répartir la charge de serrage. Les écrous à tête plate sont utilisés là où la tête de fixation installée n'a pas besoin d'être au même niveau que la surface : à l'intérieur des boîtiers, sur les supports structurels et dans les applications de montage dissimulées. Le grand diamètre de la bride offre une bonne surface d'appui contre le matériau du panneau, ce qui est important dans les matériaux plus souples comme la tôle d'aluminium et le plastique où une petite bride peut passer à travers le trou sous des charges de boulons élevées.
Les écrous à rivets aveugles à tête fraisée ont une bride inclinée conçue pour affleurer ou sous la surface du panneau lorsqu'ils sont installés dans un trou fraisé. Cela crée une surface complètement affleurante après l'installation, ce qui est essentiel dans les surfaces aérodynamiques, les mécanismes coulissants, les panneaux décoratifs et tout assemblage où une tête de fixation saillante serait fonctionnellement ou esthétiquement inacceptable. L'angle de fraisage est généralement de 90° ou 120°, correspondant aux géométries de forets à fraiser standard. Les écrous rivetés fraisés nécessitent une opération de fraisage supplémentaire sur le trou avant l'installation, ce qui ajoute une étape de processus, mais l'installation affleurante qui en résulte est souvent la seule solution acceptable pour les exigences de l'application.
Les écrous à rivets aveugles à tête réduite ont un diamètre de bride plus petit que les modèles à tête plate standard, permettant une installation dans des endroits où l'espace entre le trou et un élément adjacent est limité - près des bords des panneaux, à proximité des joints de soudure ou dans des canaux où une bride pleine grandeur ne s'adapterait pas physiquement. La surface d'appui réduite de la bride plus petite signifie une capacité de charge de traction inférieure dans les matériaux souples, de sorte que les variantes à tête réduite sont mieux adaptées aux matériaux plus durs comme la tôle d'acier où la contrainte d'appui de la bride est inférieure par rapport à la limite d'élasticité du matériau. Certaines applications utilisent également un profil de corps extérieur moleté ou hexagonal en combinaison avec des têtes réduites pour empêcher la rotation sous couple, compensant ainsi l'adhérence réduite de la bride du plus petit diamètre.
Les écrous à rivets aveugles sont fabriqués dans quatre familles de matériaux principaux, chacune adaptée à différentes combinaisons de matériaux de base, expositions environnementales et exigences de charge. Le choix du matériau du rivnut doit tenir compte non seulement des exigences mécaniques du joint, mais également de la compatibilité galvanique avec le matériau de base : l'installation d'un rivnut en acier dans un panneau en aluminium dans un environnement marin crée une cellule galvanique qui détruira l'aluminium environnant en quelques mois.
| Matériel | Force d'arrachement | Résistance à la corrosion | Matériel parental compatible | Meilleures applications |
|---|---|---|---|---|
| Acier (zingué) | Le plus haut | Modéré (intérieur/sec) | Acier, fer, plastiques durs | Enceintes industrielles, machines, véhicules |
| Aluminium | Modéré | Bon (extérieur) | Aluminium sheet, thin composites | Panneaux aérospatiaux, raccords marins, carrosseries EV |
| Acier inoxydable (A2/A4) | Élevé | Excellent | Acier, inox, aluminium (avec isolateur) | Marine, agroalimentaire, équipement extérieur |
| Laiton | Modéré–High | Très bien | Plastiques, PCB, panneaux non ferreux | Boîtiers électroniques, appareils de plomberie |
Les écrous rivetés en acier avec galvanoplastie au zinc sont les plus largement utilisés et offrent les valeurs absolues d'arrachement et de couple les plus élevées, ce qui en fait le choix par défaut pour les applications de tôles d'acier de construction dans des environnements intérieurs abrités ou secs. Le zingage offre une protection modérée contre la corrosion, adéquate pour les équipements industriels intérieurs mais insuffisante pour une exposition prolongée en extérieur ou sur la côte. Pour les applications extérieures sur des structures en acier, les écrous rivetés en acier inoxydable A2 (304) ou A4 (316) offrent la résistance à la corrosion nécessaire — grade A4 dans les environnements marins riches en chlorures, où A2 risquerait de subir une corrosion caverneuse sous la bride installée.
Les écrous rivetés en aluminium dans un matériau de base en aluminium constituent le choix galvaniquement idéal pour les structures et les panneaux en aluminium. Leur limite d'élasticité inférieure à celle de l'acier signifie qu'ils produisent un renflement plus doux lors de l'installation, ce qui peut être bénéfique dans les matériaux de base minces ou fragiles où la force d'installation d'un écrou en acier déformerait la zone du trou. Les écrous rivetés en aluminium ne doivent pas être utilisés lorsque le boulon de serrage sera une fixation en acier à haute résistance serrée à des valeurs qui dépassent le couple de serrage de la bande filetée de l'insert en aluminium plus souple — dans de tels cas, un écrou riveté en acier ou en acier inoxydable est requis, avec des mesures d'isolation galvanique appropriées pour le panneau en aluminium.
Les écrous à rivets aveugles sont disponibles dans des tailles de filetage métriques de M3 à M16 et dans des tailles de filetage unifiées de 6-32 UNC à 3/8-16 UNC, couvrant toute la gamme de tailles de fixations utilisées dans la tôle légère jusqu'aux applications structurelles moyennes. La plage de préhension - la gamme d'épaisseurs de matériau de base que le rivnut peut accueillir - est tout aussi importante que la taille du filetage, car un rivnut installé dans un matériau en dehors de sa plage de préhension ne formera pas un renflement approprié (trop épais) ou se déformera excessivement et divisera le corps (trop fin).
Chaque modèle d'écrou à rivets est conçu pour une plage de serrage spécifique, couvrant généralement une variation d'épaisseur de matériau de 1,5 à 4 mm au sein d'un seul numéro de pièce. Un écrou riveté spécifié pour une plage de serrage de 0,5 à 3,0 mm s'installera correctement dans n'importe quelle tôle ou panneau dans cette plage d'épaisseur, formant un renflement constant qui fournit une charge de serrage nominale complète. L'installation d'un écrou riveté avec une plage de préhension de 0,5 à 3,0 mm dans un matériau de 4 mm est une erreur courante sur le terrain qui produit une installation où le corps ne s'est pas suffisamment déformé pour saisir la face arrière du matériau - l'écrou riveté tournera ou se retirera sous de très faibles charges.
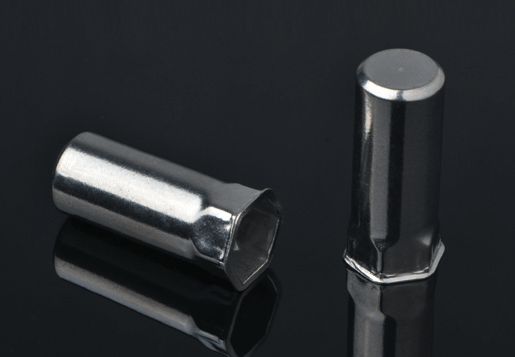
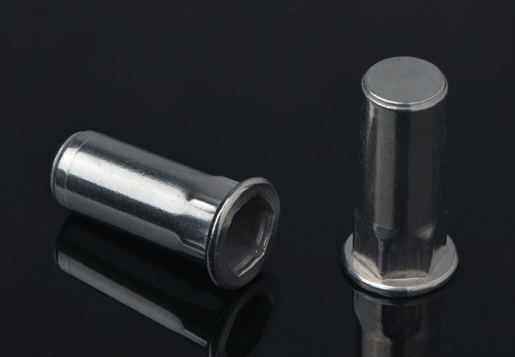
Les écrous rivetés standard à extrémité ouverte ont un corps fileté traversant qui est ouvert à la fois à l'extrémité de la bride et à l'extrémité saillante (borgne). Cela permet à n'importe quelle longueur de boulon de passer à travers l'insert installé, mais signifie également que les fluides, les gaz et les contaminants peuvent traverser le corps de l'écrou à riveter dans les deux sens. Dans les applications nécessitant une étanchéité par fluide ou par pression à l'emplacement de la fixation (enceintes sous pression, équipement extérieur, panneaux contenant du fluide), des écrous rivetés à extrémité fermée avec une extrémité borgne scellée doivent être spécifiés. Les conceptions à extrémité fermée ont la même géométrie externe et la même méthode d'installation que les conceptions à extrémité ouverte, mais bloquent le passage du fluide à travers le corps de l'insert, maintenant ainsi l'intégrité de tout joint ou mastic à l'interface du joint sans nécessiter de mesures d'étanchéité supplémentaires au niveau du trou de fixation.
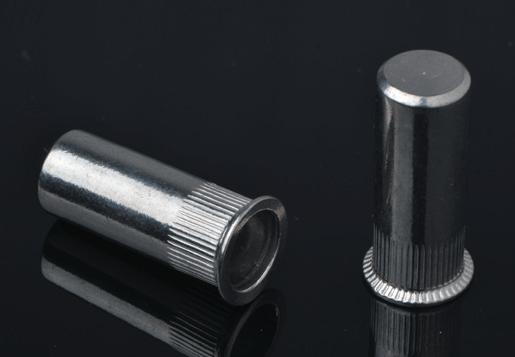
Les écrous à rivets aveugles standard à corps lisse reposent sur la friction entre le renflement du corps déformé et le matériau du panneau pour résister à la rotation lorsque le boulon d'accouplement est serré ou retiré. Dans les matériaux souples – aluminium mince, plastiques et panneaux composites – cette résistance au frottement peut être insuffisante, provoquant la rotation du rivnut dans le trou plutôt que de permettre au boulon d'être serré ou retiré. Les écrous rivetés à corps moleté ont des dentelures longitudinales ou un motif moleté sur la surface extérieure du corps qui coupe la paroi du trou lors de l'installation, fournissant un verrouillage mécanique anti-rotation positif indépendant du frottement de serrage. Les écrous moletés sont la spécification correcte pour toute application où le matériau de base est suffisamment souple pour permettre une rotation sous un couple modéré, ou lorsque le boulon sera fréquemment retiré et réinstallé au cours de la durée de vie du produit.

L'installation correcte des écrous à rivets aveugles nécessite un outil de pose capable d'appliquer la combinaison précise de force de traction et de course requise pour former le renflement sans sur-serrer ou sous-serrer le corps. L’utilisation du mauvais outil – ou de l’utilisation incorrecte du bon outil – est la cause la plus courante d’installations de rivnuts faibles ou défaillantes. Le choix de l'outil dépend de la taille du filetage à installer, du volume de production et de l'accessibilité de l'emplacement d'installation.
Les outils manuels de pose de rivets utilisent un mécanisme de ciseaux ou de levier à deux poignées pour générer la force de traction sur le filetage du mandrin, formant le renflement grâce à un effet de levier mécanique. Ils sont peu coûteux, ne nécessitent aucune source d'alimentation et conviennent à une utilisation occasionnelle ou à des travaux de réparation sur site sur de petites tailles de filetage, généralement de M3 à M8. La limitation des outils manuels est la fatigue de l'opérateur et l'incohérence dans la production à grand volume, où la force d'installation varie entre les opérateurs et au cours d'un quart de travail. Pour les tailles M10 et supérieures, la force de traction requise dépasse ce que la plupart des opérateurs peuvent générer de manière fiable avec un outil manuel, ce qui rend nécessaire des outils pneumatiques ou alimentés par batterie.
Les outils pneumatiques de pose de rivets utilisent de l'air comprimé pour entraîner un piston qui applique la force de traction requise sur le mandrin fileté, puis s'inverse pour libérer le mandrin et éjecter l'insert de réglage. Ils fournissent une force d'installation constante quelle que soit la fatigue ou les variations de l'opérateur, ce qui en fait le choix standard pour une utilisation sur les chaînes de production où des centaines ou des milliers d'écrous rivetés sont installés par équipe. Les outils pneumatiques sont disponibles avec des réglages de force de traction et de course réglables qui peuvent être calibrés pour des tailles et des matériaux de rivets spécifiques, garantissant une qualité d'installation constante tout au long du cycle de production. Les outils hydrauliques sont utilisés pour les plus grandes tailles (M12 à M16) où la pression pneumatique seule est insuffisante pour générer la charge de réglage requise de 15 à 25 kN.
Les outils d'installation d'écrous rivetés alimentés par batterie ont considérablement augmenté leur part de marché, car la technologie des batteries lithium-ion a rendu les outils sans fil suffisamment puissants pour installer des écrous rivetés M8-M12 avec une force constante et sans la dépendance des outils pneumatiques aux compagnies aériennes. Les outils sans fil sont idéaux pour les travaux d'installation sur site, les opérations de service sur site et les environnements de production où l'air comprimé n'est pas disponible ou où la mobilité des outils est importante. Les principaux fabricants, notamment Stanley Engineered Fastening (marque POP), Gesipa et Böllhoff, proposent des outils à rivets sans fil avec des réglages de couple et de course réglables via l'interface de l'outil, offrant une cohérence d'installation comparable à celle des outils pneumatiques pour les tailles comprises dans leur plage de capacité.
Un écrou à rivet aveugle correctement installé nécessite une exécution précise à chaque étape : préparation du trou, vérification de la sélection des écrous rivetés, calibrage de l'outil de réglage et contrôle post-installation. Les raccourcis à chaque étape produisent des joints qui échouent en dessous de leur capacité de charge nominale, et le mode de défaillance (tourner dans le trou ou passer sous la charge) n'est souvent pas apparent jusqu'à ce que le joint soit testé ou tombe en panne en service.
Les écrous à rivets aveugles apparaissent dans une gamme exceptionnellement large d'industries et d'applications, unifiées par l'exigence commune d'une connexion filetée solide dans un endroit où un seul côté du matériau de base est accessible. Comprendre les exigences spécifiques de chaque contexte d'application aide à sélectionner la variante appropriée de rivnut (matériau, style de tête, profil du corps et taille de filetage) pour des performances fiables tout au long de la durée de vie du produit.
Les panneaux de carrosserie automobile, les cadres de porte, les supports de tableau de bord, les boîtiers de batterie des véhicules électriques et les carrosseries de remorques utilisent largement des écrous à rivets aveugles pour fixer les supports, les pièces de garniture, le matériel de gestion des câbles et les composants mécaniques à une tôle mince qui ne peut pas être soudée après peinture ou qui doit accepter et libérer des composants à plusieurs reprises au cours de la durée de vie du véhicule. Les écrous rivetés en acier et en acier inoxydable de tailles M5 à M10 sont les plus courants dans les applications de carrosserie automobile, les écrous rivetés en aluminium étant utilisés dans les structures de véhicules à forte teneur en aluminium pour éviter les problèmes de corrosion galvanique. Les volumes de production élevés dans la construction automobile favorisent les outils de réglage pneumatiques et robotisés qui offrent une qualité d'installation constante à des cadences de centaines de rivets par heure.
Les armoires électriques, les racks de serveurs, les panneaux de commande et les boîtiers d'appareils électroniques utilisent des écrous à rivets aveugles pour fournir des points de fixation pour les rails DIN, les supports de chemins de câbles, les plaques de montage de composants et les portes battantes dans de minces panneaux de boîtier en acier ou en aluminium. Dans ces applications, l'écrou riveté sert souvent de remplacement d'écrou imperdable, éliminant ainsi le besoin d'un écrou desserré séparé sur la face intérieure inaccessible du panneau du boîtier. Les écrous à rivets en laiton sont préférés dans les applications impliquant le montage de circuits imprimés ou l'électronique sensible où les propriétés magnétiques de l'acier pourraient interférer avec les composants, et où le laiton offre à la fois une résistance à la corrosion et une excellente qualité de filetage pour les vis à pas fin courantes dans l'assemblage électronique.
Les panneaux intérieurs d'avion, les baies d'équipement avionique, les poutres de queue d'hélicoptère et les cellules de véhicules aériens sans pilote (UAV) utilisent des écrous à rivets aveugles en aluminium et en acier inoxydable pour fournir des points de fixation filetés dans les peaux en aluminium à paroi mince et les panneaux composites où le rivetage ne fournirait pas d'engagement de filetage et où le soudage est peu pratique ou structurellement inacceptable. Les applications aérospatiales spécifient des écrous à rivets conformes aux spécifications NAS (National Aerospace Standard) ou NASM, avec des tolérances dimensionnelles et des exigences de test plus strictes que les produits du catalogue commercial. Les variantes à tête fraisée sont standard dans les applications de surfaces aérodynamiques pour maintenir un flux d'air fluide sur la surface du panneau.
Les cadres de meubles tubulaires en acier et en aluminium, les étagères d'affichage, les systèmes de séparation et les panneaux de revêtement architecturaux utilisent des écrous à rivets aveugles pour fixer le matériel, les supports de connexion, les pieds de nivellement et les connecteurs structurels aux sections creuses ou à parois minces où le filetage du matériau de base serait insuffisant et où le soudage est peu pratique après un revêtement en poudre ou une anodisation. La possibilité d'installer des écrous rivetés après le traitement de surface constitue un avantage de fabrication significatif : les pièces peuvent d'abord être finies, puis montées avec des écrous rivetés sans endommager la surface, contrairement aux écrous soudés qui doivent être installés avant la finition et protégés pendant le processus de revêtement.
Même avec des spécifications de produit correctes, les installations d'écrous à rivets aveugles échouent lorsque les variables du processus ne sont pas contrôlées. Les problèmes suivants représentent la majorité des échecs sur le terrain et des rejets de qualité de production, et chacun a une cause profonde et une mesure de prévention claires.






")
")
")

Copyright © Stable Industrial Fasteners Co., Ltd. All Rights Reserved
